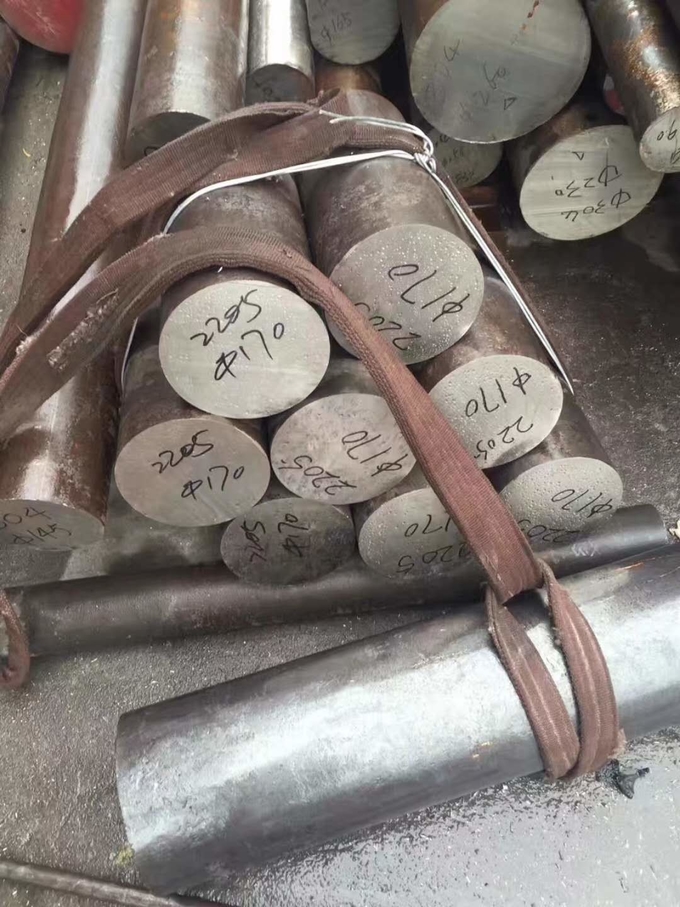
1.4435 X2CrNiM 18.14.3 ยูรีอา 316 ลิตรสแตนเลสสตีลบาร์กลม
เราเป็นหนึ่งในผู้ผลิตชั้นนำของ AISI 316L Mod ดัดแปลงรอบบาร์, AISI 316L Mod forging รอบบาร์, AISI 316LMod, AISI 316 L Mod ปลอมแปลง / ปลอมแถบกลม, 724L, 724 L ปลอม / ปลอมแปลงกลมบาร์ 316LMOD forged / forging รอบบาร์, 1.4435 ปลอม / ปลอมแปลงโรงงานกลมจากประเทศจีน
เราสามารถผลิต AISI 316L Mod, 724L, 1.4435 forging / forged round bars ที่มีเส้นผ่านศูนย์กลางตั้งแต่ 10 มิลลิเมตรถึง 6000 มม. และมีน้ำหนักตั้งแต่ 10KGS จนถึง 15000KGS
วิธีการละลายของ AISI 316L Mod, 724L, 1.4435 คือ ESR + VIR หรือ VIM + ESR + VAR
AISI 316L Mod, 724L, 1.4435 เหล็กเส้นปลอมและปลอมแปลงใช้กันอย่างแพร่หลายในโรงงานเคมีภัณฑ์และเรือบรรทุกสินค้าหนักปั๊มและวาล์วและใบมีดอุตสาหกรรม เครื่องแยกและเครื่องปั่นไฟอุตสาหกรรมปูนซีเมนต์และอุตสาหกรรมน้ำตาลแท่นขุดเจาะแท่นขุดเจาะท่อและโรงกลั่นโรงไฟฟ้าและโรงไฟฟ้าเครื่องกำเนิดไฟฟ้าคอมเพรสเซอร์กล่องเกียร์ อุตสาหกรรมน้ำมันและก๊าซโรงงานคอนกรีตและเครื่องผสมหน่วยการประมวลผลอุปกรณ์ crystalizer และอื่น ๆ
AISI 316L Mod, 724L, 1.4435 แถบโลหะปลอม / ปลอมสามารถตรวจสอบอัลตราซาวด์ได้ 100% ตามชิ้นส่วนปลอม UT มาตรฐานการทดสอบ ASTM A 388 หรือ EN10228
เราสามารถจัดหา AISI 316L Mod, 724L, 1.4435 forged / forging รอบใบรับรองวัสดุตามมาตรฐาน EN10204-3.1 หรือ EN10204-3.2 ของบุคคลที่สาม
สอบถามรายละเอียดเพิ่มเติมของ AISI 316L Mod, 724L, 1.4435 ปลอมแปลง / กลมกลึงบาร์โปรดติดต่อเรา เรายินดีที่จะเสนอราคาที่ดีที่สุดสำหรับลูกค้าทุกราย
การรักษาความร้อน:
ปกติ / Annealed / ดับ / อารมณ์
การรักษาพื้นผิว:
การทาสี, การเคลือบ, การขัดเงา, ออกไซด์สีดำ, น้ำมันป้องกันสนิมโปร่งใส
ควบคุมคุณภาพ:
UT, MT, RT, PT, การทดสอบองค์ประกอบทางเคมี, การทดสอบสมบัติเชิงกล ฯลฯ
การตรวจสอบ:
1, ใบรับรองวัตถุดิบ (องค์ประกอบทางเคมีของวัสดุ) 2, รายงานการรักษาความร้อน
3 รายงานการตรวจสอบมิติ 4 รายงานการทดสอบ UT
เงื่อนไขการจัดส่ง:
เครื่องปลอมแปลง + เครื่องหยาบ (ผิวสีดำหลัง Q / T) + เลี้ยว
ความได้เปรียบทางการแข่งขัน:
การควบคุมคุณภาพและการจัดการเพื่อกระบวนการผลิตทั้งหมดรวมถึงการถลุงหลอมปลอมการรักษาความร้อนการกลึงและการตรวจสอบขั้นสุดท้ายอย่างเคร่งครัดก่อนส่งมอบ
คุณภาพสินค้าที่ยอดเยี่ยมและการบริการราคาแข่งขัน "ในเวลา" การจัดส่ง
เหล็กกล้ายูเรีย 316 ลิตร (1.4435,18-14-3)
UREA 316L เกรดดัดแปลงได้รับการพัฒนาเป็นพิเศษสำหรับการใช้งานของยูเรีย เป็นเหล็กสเตนเลสดัดแปลง 316 ลิตรที่มีปริมาณซิลิกอนต่ำและมีเนื้อหาโมลิบดีนัมสูงกว่า
(คาร์บอนไดออกไซด์ต่ำและนิกเกิลใกล้ 14%) ทำให้โลหะผสมมีความแข็งอย่างเต็มที่และไม่มีการตกตะกอนของเฟสเมทัลลิก ระดับเฟอร์ไรท์ต่ำกว่า 0.5% ในการอบแก้ปัญหาและสภาวะดับในน้ำ
อัลลอยด์ได้รับการออกแบบมาเพื่อปรับปรุงสมบัติความต้านทานการกัดกร่อนที่ดีขึ้นในสภาพแวดล้อมยูเรียคาร์บอเนต
ลักษณะทางเคมีโดยทั่วไปของวัสดุบรรจุที่จะใช้มีดังต่อไปนี้
Cr Ni Mo Mn N
20% 16% 3% 6.5% 0.2%
EN 10088 / EN 10028 ......... X2 Cr Ni Mo 18-14-3 - 1.4435
AFNOR ................................ Z3 CND 18.14.03
DIN ...................................... W.Nr 1.4435
มาตรฐาน ASTM แก้ไข 316L ...............................
อัลลอยด์ CLI UREA Modified เป็นสเตนเลสสตีลที่ผ่านการเคลือบด้วย austenitic ซึ่งมีปริมาณเฟอร์ไรท์น้อยกว่า 0.5% หลังจากที่ได้รับความร้อนด้วยการอบร้อนด้วยความร้อน (1120-1180C / 2048-2156F) / น้ำดับเพลิง ปริมาณคาร์บอนต่ำสุดในขณะที่การผลิตเหล็กจะได้รับการปรับปรุงเพื่อปรับปรุงคุณสมบัติการทำความสะอาดของเหล็ก อัลลอยได้รับการออกแบบสำหรับการใช้งานของยูเรีย (คาร์บอนต่ำและซิลิคอน)
ผลลัพธ์การกัดกร่อนสูงสุดที่ต้องปฏิบัติตามข้อกำหนดที่แตกต่างกันหลังจากการทดสอบฮิวอี้ (ASTM A262 C - ห้าช่วงเวลา 48 ชั่วโมง) ได้แก่ การลดน้ำหนักสูงสุดต่ำกว่า 3,3 μm / 48 ชั่วโมง (≤ 130 mg / dm²ต่อ 24 ชั่วโมง) โดยมี ความลึกสูงสุดสำหรับ microcracks ที่ 200 μmในทิศทางที่ยาวและ 70 μmในทิศทางตามขวาง
การขึ้นรูปร้อน
การขึ้นรูปร้อนควรทำในช่วงอุณหภูมิ 1200-950 องศาเซลเซียส (2732- 1742F) หลังจากชิ้นงานได้รับความร้อนสม่ำเสมอ จำเป็นต้องมีการเพิ่มความสูงของการอบแห้งแบบเต็มรูปแบบเพื่อให้ได้โครงสร้างจุลภาคที่ต้องการ จะดำเนินการที่ 1120-1180C (2048-2156F) ตามด้วยการชะล้างน้ำ
การขึ้นรูปเย็น
เนื่องจากโครงสร้างจุลภาคของ austenitic สามารถทำให้เกิดเป็นรูปเย็นได้โดยไม่มีปัญหาใด ๆ เนื้อหาโมลิบดีนัมและพฤติกรรมการแข็งตัวของเหล็กที่สูงขึ้นอธิบายว่าอาจต้องใช้อุปกรณ์ที่มีประสิทธิภาพมากกว่าเหล็กกล้าไร้สนิม 304
กัดกรด
เกรด UREA Modified ต้องใช้ในสภาพที่ดองและเป็นกลาง การทับด้วยกรด nitro-hydrofluoric acid (10-20% HN03 - 1.5-5% HF) ในอุณหภูมิห้อง (ไม่กี่ชั่วโมง) หรือประมาณ 20 นาทีโดยประมาณ ที่ 60C (140F) 10-20% H2SO4 - 1.5-5% HF ดองอาบน้ำอาจใช้
โลหะผสม UREA Modified สามารถเชื่อมด้วยกระบวนการเชื่อมส่วนใหญ่: TIG, Plasma, MIG welding, SMAW, SAW หรือ FCAW
อัลลอยด์มีความไวต่อปรากฏการณ์การแตกร้าวเนื่องจากมีโครงสร้างจุลภาค Austenit อย่างเต็มที่
ควรทำการเชื่อมเพื่อให้ได้ข้อมูลเฟอร์ไรท์ที่มีค่าต่ำพิเศษไม่เกิดการตกตะกอนของคาร์ไบด์หรือไนไตรด์เนื้อหาซิลิกอนต่ำและไม่มีการตกตะกอนของเฟสระหว่างโลหะ
ผลิตภัณฑ์แมงกานีสสูงควรได้รับการพิจารณา
ใช้อิเล็กโทรดเคลือบผิวหรือฟลักซ์เพื่อลดความไวของการแตกตัวด้วยความร้อน อินพุทความร้อนควร จำกัด ไว้ที่ 1,5 kJ / mm และอุณหภูมิของ interpass จะอยู่ที่ต่ำกว่า 150 องศาเซลเซียส (302 ฟุต)
ผลการทดสอบการกัดกร่อนโดยทั่วไปในสารละลายทดสอบฮิวอี้ - ASTM A262-C มีดังต่อไปนี้:
การสูญเสียน้ำหนักสูงสุด 3.3 μm / 48 ชั่วโมง - 0.54 ก. / ตร.ม. ที่มีการโจมตีทางเลือกต่ำกว่า 200 μm
รายละเอียดสินค้า


บรรจุและจัดส่ง 

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร! Thai
Thai