|
รายละเอียดสินค้า:
|
| สภาพ: | การรักษาความร้อน | เกรดเหล็ก: | โลหะผสมเหล็ก |
|---|---|---|---|
| ล้อแม็กหรือไม่: | เป็นโลหะผสม | เทคนิค: | รีดร้อน, หลอม, ดึงเย็น |
| แอปพลิเคชัน: | เหล็กเส้นโครงสร้าง,เหล็กเส้นเครื่องมือ,เคมี | มาตรฐาน: | ASTM, DIN, AISI, JIS |
| รูปร่าง: | กลม | การรักษาพื้นผิว: | สีดำ/ลอก/ขัด/กลึง |
| เส้นผ่านศูนย์กลาง: | 12mm-650mm | ขนาด: | 5-900MM |
| การรักษาความร้อน: | การทำให้เป็นมาตรฐาน + อบอ่อน + ดับ + นิรภัย |
SAE 8620 ถูกกำหนดให้เป็นเหล็กกล้าผสมคาร์บอนต่ำซึ่งมี 0.5% Cr, 0.2% Mo และ 0.5% Ni เป็นองค์ประกอบโลหะผสมเสริมความแข็งแกร่ง โดยทั่วไปจะจัดให้อยู่ในสภาวะอบอ่อนที่มีความแข็ง HB255max
SAE 8620 มีความทนทานต่อการสึกหรอได้ดีพร้อมความแข็งของเคส HRC 60-63 เมื่อทำการคาร์บูไรซ์ ชุบแข็ง และอบเทมเปอร์ เมื่อเปรียบเทียบกับเกรด 8615 และ 8617 จะแสดงให้เห็นความแข็งแกร่งของแกนกลางและคุณสมบัติความเหนียวที่ดี โดยมีช่วงความต้านทานแรงดึงทั่วไปที่ 700-1100 MPa ในระดับขนาดเล็กถึง ส่วนขนาดกลาง
SAE 8620 เหมาะสำหรับการใช้งานที่ต้องการการผสมผสานระหว่างความเหนียวและความต้านทานการสึกหรอมักใช้ในอุตสาหกรรมวิศวกรรมและออโตมิทีฟสำหรับตัวจับยึดเครื่องมือและส่วนประกอบอื่นๆ
การใช้งานทั่วไป: Arbors, pinions, bushes, camshafts, kingpins, ratchet, gears, splined shafts ฯลฯ
| แบบฟอร์มการจัดหา | ขนาด (มม.) | กระบวนการ | ความอดทน | |
| กลม | Φ6-Φ100 | วาดเย็น | สีดำสดใส | สุดยอด H11 |
| Φ16-Φ350 | รีดร้อน | สีดำ | -0/+1mm | |
| ปอกเปลือก/บด | สุดยอด H11 | |||
| Φ90-Φ1000 | หลอมร้อน | สีดำ | -0/+5mm | |
| หยาบหัน | -0/+3mm | |||
| แบน/สี่เหลี่ยม/บล็อก | ความหนา :120-800 | หลอมร้อน | สีดำ | -0/+8mm |
| ความกว้าง:120-1500 | กลึงหยาบ | -0/+3mm | ||
หมายเหตุ: สามารถกำหนดความคลาดเคลื่อนได้ตามคำขอ
| ระดับ | ค | ซิ | มิน | พี | ส | Cr | โม | นิ |
| 8620 | 0.18-0.23 | 0.15-0.35 | 0.70-0.90 | ≤ 0.035 | ≤ 0.040 | 0.40-0.60 | 0.15-0.25 | 0.40-0.70 |
| ความหนาแน่น g/cm3 | 7.85 |
| จุดหลอมเหลว Deg F | 2600 |
| อัตราส่วนของปัวซอง | 0.27-0.30 |
| ความสามารถในการแปรรูป (AISI 1212 เป็นเครื่องจักร 100%) | 65% |
| การขยายตัวทางความร้อน (20 ºC) (ºC ˉ ¹) | 12.2*10^-6 |
| ความจุความร้อนจำเพาะ J/(กก.*K) | 477 |
| การนำความร้อน W/(m*K) | 46.6 |
| ความต้านทานไฟฟ้า โอห์ม*m | 2.34*10^-7 |
คุณสมบัติทางกลโดยทั่วไปสำหรับแกน – คาร์บูไรส์และน้ำมันดับที่ 840 °C
| ขนาดมาตรา | 11mm | 30mm | 63mm |
| แรงดึง Mpa | 980-1270 | 780-1080 | 690-930 |
| ความแข็งแรงของผลผลิตMpa | ≥785 | ≥590 | ≥490 |
| การยืดตัว% | ≥9 | ≥10 | ≥11 |
| Charpy Impact J | ≥41 | ≥41 | ≥41 |
| ความแข็ง HB | 290-375 | 235-320 | 205-275 |
| ความแข็งHRC | 31-41 | 23-35 | 16-29 |
| ระยะห่างจากปลายดับ mm | 1.5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| HRC Min | 41 | 37 | 31 | 25 | 21 | – | – | – | – | – | – | – | – |
| HRC Max | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
ไม่ได้ระบุค่าความแข็งภายใต้ 20HRC
อุณหภูมิการตีขึ้นรูปควรทำระหว่าง 925 ℃-1230 ℃ AISI 8620 มีปริมาณคาร์บอนต่ำซึ่งไวต่อการแตกร้าวน้อยกว่าเหล็กกล้าคาร์บอนปานกลางหรือสูง ดังนั้นจึงอาจได้รับความร้อนและเย็นเร็วขึ้น เวลาในการแช่ที่อุณหภูมิหลอมควรเป็น สั้นที่สุดเท่าที่จะเป็นไปได้เพื่อหลีกเลี่ยงการขูดหินปูนอย่างหนักและการเจริญเติบโตของเมล็ดพืชที่มากเกินไป ยิ่งอุณหภูมิการตีขึ้นรูปต่ำลง ขนาดของเกรนก็จะยิ่งละเอียดยิ่งขึ้น อย่าหลอมต่ำกว่าอุณหภูมิการตีขึ้นรูปขั้นต่ำที่ 850 องศาเซลเซียส โลหะผสมนี้ควรระบายความร้อนด้วยทราย
Normalizing ใช้เพื่อปรับแต่งโครงสร้างของการตีขึ้นรูปที่อาจเย็นลงอย่างไม่สม่ำเสมอหลังจากการปลอมแปลง และถือเป็นการปรับสภาพก่อนการชุบแข็ง อุณหภูมิการปรับอุณหภูมิสำหรับเหล็ก AISI 8620 ควรดำเนินการระหว่าง 900 ℃-925 ℃รักษาเวลาที่เหมาะสมเพื่อให้เหล็กถูกทำให้ร้อนอย่างทั่วถึงเพื่อให้การเปลี่ยนรูปเฟอร์ไรต์เป็นออสเทนไนต์สมบูรณ์ เย็นในอากาศนิ่ง การบำบัดนี้ถือเป็นอีกวิธีหนึ่งในการปรับปรุงความสามารถในการแปรรูป
แนะนำให้ใช้การหลอมแบบเต็มรูปแบบสำหรับ AISI 8620 ก่อนการตัดเฉือน AISI 8620 ควรดำเนินการที่อุณหภูมิปกติที่ 820 ℃ -850 ℃ ถือเวลาที่เหมาะสมสำหรับเหล็กที่จะให้ความร้อนอย่างทั่วถึงจากนั้นจึงระบายความร้อนด้วยเตา
หลังจากการกลั่นหลัก ให้ความร้อนที่อุณหภูมิ780oC – 820oC ถือเวลาที่เหมาะสมสำหรับเหล็กให้ร้อนอย่างทั่วถึง และดับในน้ำมัน อุณหภูมิโดยเร็วที่สุดหลังจากดับ
การแบ่งเบาบรรเทา มักจะดำเนินการเพื่อลดความเครียดจากกระบวนการชุบแข็ง ซึ่งจะช่วยเพิ่มความเหนียวของทั้งตัวเรือนและแกน โดยลดความแข็งแกร่งของแกนและความแข็งของเคสเพียงเล็กน้อยเท่านั้น ให้ความร้อนเหล็กกล้า AISI 8620 เป็น 150oC – 200oC ตามต้องการ ให้เวลาเพียงพอจนกว่าอุณหภูมิจะสม่ำเสมอทั่วทั้งส่วน แช่ 1 – 2 ชั่วโมงต่อส่วน 25 มม. และเย็นในอากาศนิ่ง
แพ็ค เกลือ หรือแก๊สคาร์บูไรซ์ที่อุณหภูมิ 900oC – 925oC โดยใช้เวลาเพียงพอเพื่อให้ได้ความลึกของเคสและปริมาณคาร์บอนตามที่ต้องการ ตามด้วยรอบการชุบแข็งและการแบ่งเบาบรรเทาที่เหมาะสมเพื่อปรับคุณสมบัติของเคสและแกนให้เหมาะสม
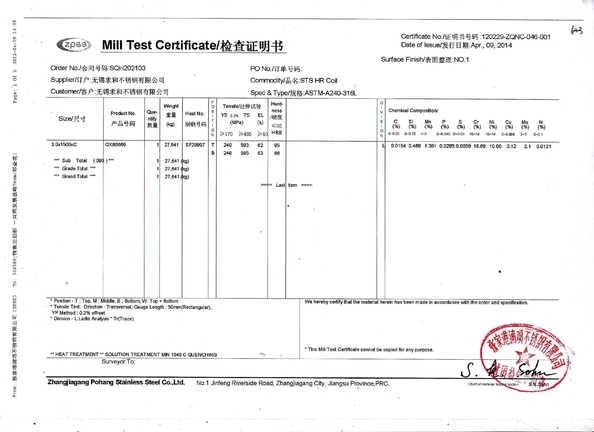
รายงาน SAE 8620 MTC
รายงานการทดสอบ TUV
![]()
![]()
ผู้ติดต่อ: Mr. Gao Ben
โทร: +86-18068357371
แฟกซ์: 86-0510-88680060