
|
รายละเอียดสินค้า:
|
| ใบสมัคร: | ก่อสร้าง, ตกแต่งงานอุตสาหกรรม | มาตรฐาน: | มาตรฐาน ASTM |
|---|---|---|---|
| เกรดเหล็ก: | S17400,630 | ชนิด: | ไม่มีรอยต่อ |
| ประเภทสายเชื่อม: | ไม่มีรอยต่อ | ความหนา: | 1-95mm |
| ความยาว: | 3000mm ~ 6000mm, คำขอของลูกค้า | มีรูป: | Round.square.Rectangle |
| เส้นผ่านศูนย์กลางภายนอก: | 6-762mm | เทคนิค: | วาดเย็น |
| แสงสูง: | ไม่มีรอยต่อท่อสแตนเลส,astm stainless steel pipe |
||
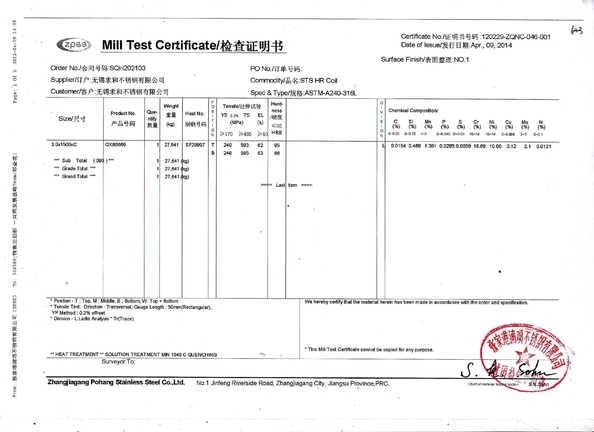
| 630 เป็นสแตนเลสสตีล 17-4 PH ที่ตกตะกอนมาร์เทนซิติกซึ่งมีความแข็งแรงและต้านทานการกัดกร่อนได้ดี จำหน่ายในสภาพผู้สูงอายุ H1075 (H580) ที่มีความต้านทานแรงดึงขั้นต่ำ 1,000 Mpa (HB 311 นาที) หรือ H1150 (H620) เงื่อนไขผู้สูงอายุสองครั้งที่มีแรงดึงขั้นต่ำ 930 Mpa (HB 277 นาที) มันเป็นลักษณะที่มีความต้านทานแรงดึงสูงและความแข็งแรงผลผลิตสูงที่ได้จากการหลอมโซลูชั่นตามด้วยการรักษาอุณหภูมิแข็งอายุเดียวหรือสองครั้ง (เร่งรัด) อายุ ควบคู่ไปกับความต้านทานการกัดกร่อนเทียบเท่ากับสเตนเลสออสเทนนิติก 304 ในสภาพแวดล้อมที่มีการกัดกร่อนจำนวนมาก 630 ในสภาพที่มีอายุ H1075 (H580) สามารถกลับสู่สภาพเดิมได้หากจำเป็นที่อุณหภูมิสูงขึ้นโดยการให้ความร้อนที่อุณหภูมิที่ต้องการ H1075 (H580) และ H1150 (H620) เงื่อนไขอายุยังสามารถ re-aging ที่อุณหภูมิต่ำกว่าโดยการแก้ปัญหาการหลอมอีกครั้งตามด้วยการชุบแข็งที่อุณหภูมิที่ต้องการในช่วงเวลาที่ต้องการมันถูกใช้อย่างกว้างขวางโดยทะเล การบินและอวกาศ, เคมี, ปิโตรเคมี, การแปรรูปอาหาร, กระดาษและอุตสาหกรรมโลหะทั่วไป ที่นี่มีการใช้งานสำหรับการใช้งานเช่น: ปั๊มเพลา, อุปกรณ์เครื่องบิน, วาล์วลำต้น, อุปกรณ์ไฮดรอลิ, กระดุม, บูช, สกรู, รัด, ข้อต่อ, แหวนสวมใส่, ลูกกลิ้งและอุปกรณ์การจัดการอาหาร ฯลฯ .. วัสดุแม่เหล็กในทุกสภาวะ |
| รหัสสี | ขนาดสต็อก | |
| แซลมอน (ปลายบาร์)  | ขนาดหุ้น | เส้นผ่าศูนย์กลาง 15.88 ถึง 304.8 มม. |
| จบบาร์ | ||
| ปอกเปลือกดึงเย็นดึงพื้นและ Centreless | ||
| ข้อมูลจำเพาะที่เกี่ยวข้อง | |
| ออสเตรเลีย | ณ วันที่ 2837-1986-630 |
| ประเทศเยอรมัน | W.Nr 1.4542 X5CrNiCuNb17 4 W.Nr 1.4548 X5CrNiCuNb 17 4 4 |
| ประเทศญี่ปุ่น | JIS G4303 SuS 630 |
| สหรัฐอเมริกา | AISI 630 AISI S17400 ASTM A564 / A564M-99-630 SAE J467 17-4 PH UNS S17400 |
class = "หด"
| องค์ประกอบทางเคมี | ||||||||||||||||||||
| นาที. % | สูงสุด% | |||||||||||||||||||
| คาร์บอน | 0.07 | |||||||||||||||||||
| ซิลิคอน | 1.00 | |||||||||||||||||||
| แมงกานีส | 1.00 | |||||||||||||||||||
| นิกเกิล | 3.00 | 5.00 | ||||||||||||||||||
| โครเมียม | 15.00 | 17.50 | ||||||||||||||||||
| ทองแดง | 3.00 | 5.00 | ||||||||||||||||||
| วัตถุไนไอเบียม | 0.15 | 0.45 | ||||||||||||||||||
| มีฟอสฟอรัส | 0.04 | |||||||||||||||||||
| กำมะถัน | 0.03 | |||||||||||||||||||
| ข้อกำหนดการทดสอบสมบัติทางกลในสารละลายที่อบและสภาวะที่แข็งตัวที่อุณหภูมิห้อง | ||||||||||||||||||||
| *เงื่อนไข | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) | H1150D (H620D) | ||||||||||||
| มาตราวินิจฉัย | สูงสุด 200 มม | สูงสุด 200 มม | สูงสุด 200 มม | |||||||||||||||||
| UTS Mpa (ขั้นต่ำ) | 1310 | 1170 | 1070 | 1000 | 965 | 930 | 795 | 860 | ||||||||||||
| ผลตอบแทน Mpa (ขั้นต่ำ) | 1170 | 1070 | 1000 | 860 | 795 | 725 | 502 | 725 | ||||||||||||
| การยืดตัว% ใน 50 มม. (ขั้นต่ำ) | 10 | 10 | 12 | 13 | 14 | 16 | 18 | 16 | ||||||||||||
| ความแข็ง | Rc | 38 แม็กซ์ | 40 | 38 | 35 | 32 | วันที่ 31 | 28 | 24 | 24 | สูงสุด 33 | |||||||||
| BHN | สูงสุด 363 | 388 | 375 | 331 | 311 | 302 | 277 | 255 | 255 | 331 สูงสุด | ||||||||||
| ชาร์ปี - อิมแพ็ค | ft / lbs (ขั้นต่ำ) | 5 | 15 | 20 | 25 | 30 | 55 | 30 | ||||||||||||
| จูล (ขั้นต่ำ) | 6.8 | 20 | 27 | 34 | 41 | 75 | 41 | |||||||||||||
| คุณสมบัติทางกลทั่วไป - ที่อุณหภูมิห้อง | ||||||||||||||||||||
| *เงื่อนไข | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) | H1150 (H620D) | ||||||||||||
| UTS Mpa | 1100 | 1375 | 1310 | 1170 | 1140 | 1035 | 1000 | 860 | 950 | |||||||||||
| ผลตอบแทน Mpa | 900 | 1275 | 1205 | 1140 | 1035 | 930 | 860 | 600 | 800 | |||||||||||
| การยืดตัว% ใน 50 มม | 15 | 14 | 14 | 15 | 16 | 17 | 19 | 22 | 20 | |||||||||||
| ความแข็ง | Rc | 36 | 44 | 42 | 38 | 36 | 35 | 33 | 27 | วันที่ 31 | ||||||||||
| BHN | 340 | 420 | 390 | 350 | 340 | 330 | 310 | 275 | 295 | |||||||||||
| ชาร์ปี - อิมแพ็ค | ฟุต / ปอนด์ | 30 | 15 | 25 | 35 | 40 | 45 | 50 | 100 | 90 | ||||||||||
| จูล | 40 | 20 | 34 | 47 | 54 | 61 | 68 | 135 | 120 | |||||||||||
| * ดูตารางอายุการชุบแข็งอุณหภูมิ | ||||||||||||||||||||
| คุณสมบัติอุณหภูมิต่ำ | ||||||||||||||||||||
| ยังคงความเหนียวที่ดีที่อุณหภูมิศูนย์ย่อยด้วยคุณสมบัติแรงกระแทกได้ดีขึ้นอย่างมากที่อุณหภูมิสูงขึ้น: - | ||||||||||||||||||||
| โดยทั่วไป sub zero charpy คุณสมบัติ V-notch | ||||||||||||||||||||
| อุณหภูมิทดสอบ | o F | 10 | -40 | -112 | -148 | -320 | ||||||||||||||
| o ค | -12 | -40 | -80 | -100 | -196 | |||||||||||||||
| แรงกระแทก | H925 ฟุตปอนด์ | 16 | 9 | 5 | 5 | 3 | ||||||||||||||
| (H495) J | 22 | 12 | 7 | 7 | 4 | |||||||||||||||
| H1025 ft - lb | 58 | 40 | 15 | 12 | 4 | |||||||||||||||
| (H550) J | 79 | 54 | 20 | 16 | 6 | |||||||||||||||
| H1150 ft - lb | 93 | 76 | 48 | 37 | 6 | |||||||||||||||
| (H620) J | 126 | 103 | 65 | 50 | 8 | |||||||||||||||
| ทำงานเย็น | ||||||||||||||||||||
| การดัดแบบเย็นเป็นต้นจะถูก จำกัด โดยความแข็งแรงให้ผลตอบแทนสูงในทุกสภาวะ | ||||||||||||||||||||
| ความต้านทานการกัดกร่อน | ||||||||||||||||||||
| เหนือกว่าสเตนเลสมาร์เทนซิติกในทุกสภาวะและเท่ากับสเตนเลสเกรดออสเทนนิติก 302 หรือ 304 ในสภาพแวดล้อมส่วนใหญ่เพื่อความต้านทานการกัดกร่อนที่เหมาะสมพื้นผิวต้องปราศจากขนาดและอนุภาคแปลกปลอม ควรทำชิ้นส่วนที่เสร็จสมบูรณ์แล้ว | ||||||||||||||||||||
| ปลอม | ||||||||||||||||||||
| ความร้อนสม่ำเสมอถึง 2150/2200 o F (1177/1204 o C) - ถือเป็นเวลา 1 ชั่วโมงที่อุณหภูมิก่อนที่จะเริ่มการปลอมไม่เคลื่อนต่ำกว่า 1850 o F (1010 o C) การตีขึ้นรูปที่เสร็จแล้วควรระบายความร้อนในอากาศให้ต่ำกว่า 90 o F (32 o C) ก่อนการแปรรูปต่อไปเพื่อให้ได้ขนาดเกรนและคุณสมบัติเชิงกลที่เหมาะสมการตีขึ้นรูปในขั้นสุดท้ายจะต้องมีการอบอ่อนด้วยวิธีการ | ||||||||||||||||||||
| รักษาความร้อน | ||||||||||||||||||||
| น้ำยาอบอ่อน - สภาพ A | ||||||||||||||||||||
| ความร้อนถึง 1900 +/- 25 o F (1040 +/- 15 o C) - * ถือเป็นเวลา 30 นาทีส่วนสูงถึง 75 มม. - ดับน้ำมันได้ต่ำกว่า 90 o F (32 o C) ส่วนมากกว่า 75 มม. - อากาศเย็นถึงต่ำกว่า 90 o F (32 o C) * เวลาการถือครองที่แท้จริงควรนานพอที่จะทำให้แน่ใจได้ว่าชิ้นส่วนได้รับความร้อนอย่างทั่วถึงตลอดส่วน | ||||||||||||||||||||
| การชุบแข็งอายุ | ||||||||||||||||||||
| วัสดุที่อยู่ในสภาพที่อบอ่อนแล้วอาจมีการชุบแข็งอายุดังต่อไปนี้: - * หมายถึง Double Overaged | ||||||||||||||||||||
| เงื่อนไข | H900 (H480) | H925 (H495) | H1025 (H550) | H1075 (H580) | H1100 (H595) | H1150 (H620) | H1150M (H620M) * | บวก | H1150D (H620D) * | บวก | ||||||||||
| ทนความร้อน | ± 15 o F | 900 o F | 925 o F | 1025 o F | 1075 o F | 1100 o F | 1,150 o F | 1400 o F | 1,150 o F | 1,150 o F | 1,150 o F | |||||||||
| ± 9 o C | 480 o C | 495 o C | 550 o C | 580 o C | 595 o C | 620 o C | 760 o C | 620 o C | 620 o C | 620 o C | ||||||||||
| ค้างไว้หลายชั่วโมง | 1 | 4 | 4 | 4 | 4 | 4 | 2 | 4 | 4 | 4 | ||||||||||
| เย็นไปด้านล่าง 90 o F (32 o C) | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | อากาศ | ||||||||||
| หมายเหตุเกี่ยวกับการรักษาความร้อนและผลกระทบต่อโครงสร้าง - ความต้านทานการกัดกร่อนเป็นต้น | ||||||||||||||||||||
ช่วงอุณหภูมิการเปลี่ยนแปลง martensitic สำหรับเกรดนี้คือ: -
ดังนั้นเพื่อให้แน่ใจว่าการแปลงสมบูรณ์เป็นมาร์เทนไซต์เป็นสิ่งสำคัญที่สุดที่ชิ้นส่วนจะถูกระบายความร้อนต่ำกว่า 90 o F (32 o C) ภายใน 24 ชั่วโมงหลังจาก Solution Annealing และก่อนการชุบแข็งอายุซึ่งควรตามด้วยอากาศเย็นต่ำกว่า 90 o F (32 o C) อายุการชุบแข็งตัวของมาร์เทนไซต์ทำให้เกิดความเหนียวขึ้น ยิ่งอุณหภูมิที่สูงขึ้นจะทำให้ martensite ที่กลั่นตัวดีขึ้นนั้นจะมีความเหนียวมากขึ้น แต่ก็มีความแข็งแรงที่ลดลงเล็กน้อย การควบคุมอุณหภูมิ NB มีความสำคัญในระหว่างการชุบแข็งอายุและการเปลี่ยนแปลงใด ๆ นอกช่วงที่กำหนดอาจทำให้ได้ผลลัพธ์ที่น่าพอใจน้อยกว่า ในการแก้ปัญหาความต้านทานสภาพการอบอ่อนต่อการแตกร้าวของการกัดกร่อนความเครียดนั้นมีค่าต่ำ - ปรับปรุงที่อุณหภูมิชุบแข็งอายุตั้งแต่ 1025 o F (550 o C) ขึ้นไปสูงสุดที่ 1150 o F (620 o C) อายุสองเท่า | ||||||||||||||||||||
| การเปลี่ยนแปลงมิติในระหว่างการอบชุบ | ||||||||||||||||||||
| การชุบแข็งอายุนั้นส่งผลให้เกิดการหดตัวของมิติเล็กน้อยดังต่อไปนี้: -Condition A to condition H900 (H480) - การหดตัว 0.0004 / 0.0006 M / M เงื่อนไข A ถึง H1150 (H620) - การหดตัว 0.0009 / 0.0012 M / M | ||||||||||||||||||||
| เครื่องจักรกล | ||||||||||||||||||||
| ความสามารถในการขึ้นรูปในกระบวนการอบอ่อนมีความคล้ายคลึงกับเกรดสเตนเลสเกรดออสเทนนิติก 302 และ 304 การกลึงในสภาพ H900 (H480) จำกัด มีการปรับปรุงเนื่องจากอุณหภูมิการชุบแข็งอายุจะเพิ่มขึ้น สภาพ H620) | ||||||||||||||||||||
| การถอด Heat Tint | ||||||||||||||||||||
| สีความร้อนที่เกิดขึ้นระหว่างการชุบแข็งอายุในขณะที่มีผลเพียงเล็กน้อยต่อความต้านทานการกัดกร่อนอาจถูกลบออกเมื่อจำเป็นสำหรับวัตถุประสงค์ในการปรากฏตัวโดยการดองหรือขัดด้วยไฟฟ้า | ||||||||||||||||||||
| การเจียรและขัด | ||||||||||||||||||||
| 440C ในสภาพที่ชุบแข็งและมีอุณหภูมิต้องใช้ความระมัดระวังในการขัดและขัดเงาเพื่อหลีกเลี่ยงความร้อนสูงเกินไปเนื่องจากสามารถลดความแข็งและความต้านทานการกัดกร่อน | ||||||||||||||||||||
| ใช้อุณหภูมิสูง | ||||||||||||||||||||
| ความต้านทานการเกิดออกซิเดชันที่ยอดเยี่ยมสูงถึง 1100 o F (540 o C) การสัมผัสกับช่วงอุณหภูมิ 600 - 900 o F (290 - 480 o C) ในระยะยาวอาจส่งผลให้ความเหนียวลดลง แต่บางครั้งก็สามารถลดลงได้โดยใช้อุณหภูมิที่สูงขึ้น ตามคู่มือทั่วไปสำหรับการสัมผัสระยะสั้นที่อุณหภูมิสูงควรมีอุณหภูมิสูงกว่า 50 o F (28 o C) อย่างน้อยอุณหภูมิการทำงาน | ||||||||||||||||||||
| การเชื่อมโลหะ | ||||||||||||||||||||
| อาจเชื่อมได้อย่างเป็นที่พอใจโดยการเชื่อมแบบฟิวชั่นและการเชื่อมความต้านทานอย่างไรก็ตามไม่แนะนำให้ใช้การเชื่อมแบบ oxyacetylene เนื่องจากความเป็นไปได้ของการรับคาร์บอนจากโลหะฟิลเลอร์เมื่อจำเป็นต้องคล้ายกับโลหะแม่ถ้าความแข็งแรงมีความสำคัญ น่าพอใจ โดยทั่วไปไม่จำเป็นต้องมีการให้ความร้อนล่วงหน้าการเชื่อมในสภาพการหลอมอาจทำได้อย่างน่าพอใจอย่างไรก็ตามการเชื่อมในสภาพ H1150 (H620) จะช่วยลดผลกระทบจากความเครียดในการเชื่อมสูง หลังจากการเชื่อมในสภาพการหลอมน้ำยาจะสามารถชุบแข็งชิ้นส่วนได้โดยตรงตามต้องการอย่างไรก็ตามชิ้นส่วนที่อยู่ในสภาพ H1150 (H620) ควรทำการอบอ่อนอีกครั้งตามอายุที่ต้องการ | ||||||||||||||||||||




ผู้ติดต่อ: Mr. Gao Ben
โทร: +86-18068357371
แฟกซ์: 86-0510-88680060






