
|
รายละเอียดสินค้า:
|
| OD: | 6-630mm | ความหนา: | 0.5-60mm |
|---|---|---|---|
| ความยาว: | 300-12000mm | ชนิด: | รีดเย็น |
| ใบสมัคร: | หม้อไอน้ำ, สารเคมี | มาตรฐาน: | AISI ASTM |
| มีรูป: | Round.square.Rectangle | เทคนิค: | รีดเย็น |
| แสงสูง: | ไม่มีรอยต่อท่อสแตนเลส,ss seamless pipes |
||
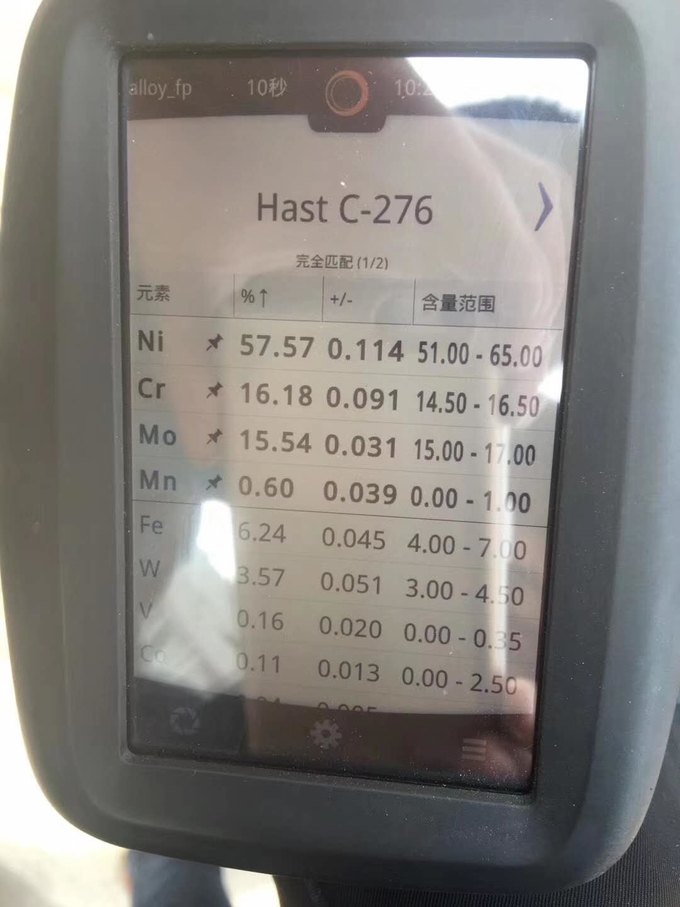
Ni 57.0, Mo 16.0, Cr 15.5, Fe 5.5, W 3.8
HASTELLOY C276 ในเกรดนี้ในรูปแบบดังต่อไปนี้: บาร์, บาร์หกเหลี่ยม, สแควร์บาร์, ลวดสปูล, ลวดตัด, ขดลวดหลวม, แผ่น, แผ่น, ขดลวด, หลอด, ท่อ, ท่อ, หัวนม, ข้อศอก, กระชับ, การมีเพศสัมพันธ์, หน้าแปลน , ดิสก์, กลึงเป็นโลหะผสมที่ทำจากนิกเกิลโครเมียมโมลิบดีนัมซึ่งถือว่าเป็นโลหะผสมที่ทนต่อการกัดกร่อนได้ดีที่สุด โลหะผสมนี้ทนต่อการก่อตัวของรอยขีดข่วนของเม็ดในเขตที่ได้รับผลกระทบจากความร้อนในแนวเชื่อมจึงเหมาะสำหรับกระบวนการทางเคมีส่วนใหญ่ในสภาพที่เป็นรอย โลหะผสม C-276 ยังมีความต้านทานที่ดีเยี่ยมในการแยกการแตกตัวการกัดกร่อนความเครียดและบรรยากาศออกซิไดซ์สูงสุดถึง 1900 ° F อัลลอย C-276 มีความต้านทานต่อสภาพแวดล้อมทางเคมีที่หลากหลายเป็นพิเศษ
ลักษณะ
การประยุกต์ใช้งาน
การใช้งานทั่วไปของ HASTELLOY C276 รวมถึงส่วนประกอบของอุปกรณ์ในกระบวนการทางเคมีและปิโตรเคมีคลอไรด์อินทรีย์และกระบวนการที่ใช้ตัวเร่งปฏิกิริยาเฮไลด์หรือกรด การใช้งานในอุตสาหกรรมอื่น ๆ ได้แก่ เยื่อกระดาษและกระดาษ (เครื่องย่อยและพื้นที่ฟอกขาว), เครื่องขัดและท่อสำหรับกำจัดก๊าซซัลเฟอร์ไดออกไซด์, ยาและอุปกรณ์แปรรูปอาหาร
HASTELLOY C-276 เป็นโลหะผสมนิกเกิล - โครเมียม - โมลิบดีนัมที่มีความต้านทานการกัดกร่อนสากลโดยไม่มีใครเทียบกับโลหะผสมอื่น ๆ มันมีความต้านทานที่โดดเด่นในสภาพแวดล้อมกระบวนการทางเคมีที่หลากหลายรวมถึง ferric และ cupric chlorides กรดแร่ธาตุที่ปนเปื้อนร้อนตัวทำละลายคลอรีนและคลอรีนที่ปนเปื้อน (ทั้งอินทรีย์และอนินทรีย์) คลอรีนแห้งกรดฟอร์มิกและกรดอะซิติก สารละลายน้ำเกลือและสารละลายไฮโปคลอไรต์และคลอรีนไดออกไซด์ โลหะผสม C276 ยังต่อต้านการก่อตัวของขอบเขตของเม็ดตกตะกอนในเขตเชื่อมความร้อนได้รับผลกระทบทำให้มีประโยชน์สำหรับกระบวนการทางเคมีส่วนใหญ่ในสภาพที่เป็นรอย มันมีความต้านทานที่ดีเยี่ยมต่อการกัดกร่อนของรูพรุนและการแตกร้าว
HASTELLOY C276 แผ่น 0.044 "หนาในสภาพที่ผ่านการอบด้วยความร้อนที่ 2050 ° F ซึ่งดับอย่างรวดเร็วมีความลึกของถ้วยโอลเซ่นเฉลี่ย 0.48" โลหะผสม C-276 สามารถประดิษฐ์ได้หลายวิธี โลหะผสมมีแนวโน้มที่จะทำงานหนักขึ้น แต่ด้วยความระมัดระวังที่เหมาะสมโลหะผสมจะเกิดขึ้นได้อย่างง่ายดายทั้งร้อนและเย็น มีข้อมูลที่สมบูรณ์เกี่ยวกับการเชื่อมการขึ้นรูปและการขึ้นรูป
ข้อกำหนดทางเคมี | |||||||
|---|---|---|---|---|---|---|---|
Ni | Cr | Mn | Mo | C | ศรี | เฟ | |
| สูงสุด% | บาล | 16.5 | 1.0 | 17.0 | 0.010 | 0.08 | 7.0 |
| ขั้นต่ำ% | 14.5 | 15.0 | 4.0 | ||||
ข้อกำหนดคุณสมบัติเชิงกล | |||||
|---|---|---|---|---|---|
| แรงดึงขั้นสูงสุด | ความแข็งแรง (OS 0.2%) | Elong ใน 2 นิ้ว (50.8 มม.) หรือ 4D นาที% | R / A | ความแข็ง | |
| นาที | 100 KSi | 41 KSi | 40 | ||
| แม็กซ์ | |||||
| ขั้นต่ำ (เมตริก) | 690 MPa | 283 MPa | |||
| แม็กซ์ | |||||
แผนภูมิข้อมูลแรงดึงเฉลี่ย ณ อุณหภูมิ
ข้อมูลจำเพาะ | |
|---|---|
| ฟอร์ม | มาตรฐาน |
UNS | UNS N10276 |
บาร์ | ASTM B574 Din 17752 |
ลวด | |
แผ่น | ASTM B575 Din 17750 |
จาน | ASTM B575 Din 17750 |
ฟิตติ้ง | ASTM B366 |
ปลอม | ASTM B564 |
หลอด | ASTM B619 ASTM B622 ASTM B626 Din 17751 |
ท่อ | ASTM B619 ASTM B622 ASTM B626 Din 17751 |
ลวดเชื่อม | A5.14 ERNiCrMo-4 |
อิเล็กโทรดเชื่อม | A5.11 ENiCrMo-4 |
เสียงดังติดๆกัน | 2.4819 แบบฟอร์มทั้งหมด |
| ตารางที่ 16 | |
|---|---|
| ประเภทเครื่องมือที่แนะนำและสภาพการใช้งาน | |
| การดำเนินงาน | เครื่องมือคาร์ไบด์ |
| ขรุขระมีการหยุดชะงักรุนแรง | การกลึงหรือหันหน้าเกรด C-2 และ C-3: การแทรกเรคสี่เหลี่ยมจัตุรัสเชิงลบ, 45 องศา SCEA1, 1/32 ในรัศมีจมูก ที่ใส่เครื่องมือ: 5 องศาติดลบ เรคกลับ 5 องศาลบ คราดข้าง ความเร็ว: 30-50 sfm, 0.004-0.008 ป้อนอาหาร, 0.150 ในเชิงลึกของการตัด น้ำยาหล่อเย็น Dry2, oil3 หรือ water-base 4 |
| การตัดหยาบปกติ | การกลึงหรือหันเกรด C-2 หรือ C-3: การแทรกสี่เหลี่ยมจัตุรัสอัตราลบ, 45 องศา SCEA, 1/32 ในรัศมีจมูก ที่ใส่เครื่องมือ: 5 องศาติดลบ เรคกลับ 5 องศาลบ คราดข้าง ความเร็ว: 90 sfm ขึ้นอยู่กับความแข็งแกร่งของการตั้งค่า 0.010 นิ้วป้อน, 0.150 นิ้วลึกตัด น้ำยาหล่อเย็นแบบแห้งน้ำมันหรือน้ำหล่อเย็น |
| จบ | การกลึงหรือหันหน้าเกรด C-2 หรือ C-3: การแทรก rake square บวก, ถ้าเป็นไปได้, 45 องศา SCEA, 1/32 นิ้วรัศมีจมูก ที่ใส่เครื่องมือ: 5 องศา pos คราดกลับ, 5 องศา pos คราดข้าง ความเร็ว: 95-110 sfm, 0.005-0.007 นิ้วป้อน, 0.040 นิ้วความลึกตัด น้ำยาหล่อเย็นแบบแห้งหรือแบบน้ำ |
| น่าเบื่อ | เกรด C-2 หรือ C-3: หากแถบคว้านประเภทเม็ดมีดให้ใช้เครื่องมือเรคบวกแบบมาตรฐานที่มี SCEA และ 1/16 นิ้วที่ใหญ่ที่สุดที่เป็นไปได้รัศมีของจมูก หากแถบเครื่องมือที่มีการประสานให้บดคราดหลัง 0 องศา, pos 10 องศา คราดข้าง 1/32 นิ้วรัศมีของจมูกและ SCEA ที่ใหญ่ที่สุดที่เป็นไปได้ ความเร็ว: 70 sfm ขึ้นอยู่กับความแข็งแกร่งของการติดตั้ง 0.005-0.008 นิ้วป้อน, 1/8 นิ้วความลึกของการตัด น้ำยาหล่อเย็นแบบแห้งน้ำมันหรือน้ำ |
| จบการเจาะ | เกรด C-2 หรือ C-3: ใช้เครื่องมือเรคบวกแบบมาตรฐานบนแถบชนิดของเม็ดมีด เครื่องมือบดที่มีการบดสำหรับการกลึงและหันหน้าไปทางยกเว้นการเสี้ยวกลับอาจทำได้ดีที่สุดที่ 0 องศา ความเร็ว: 95-110 sfm, 0.002-0.004 ในฟีด น้ำหล่อเย็นฐาน |
| หมายเหตุ: | |
1 SCEA - มุมคมตัดด้านข้างหรือมุมนำของเครื่องมือ 2 ณ จุดใดก็ตามที่แนะนำให้ใช้การตัดแบบแห้งเจ็ตแอร์ที่พุ่งไปที่เครื่องมืออาจทำให้อายุการใช้งานของเครื่องมือเพิ่มขึ้นอย่างมาก หมอกน้ำหล่อเย็นที่ฐานน้ำก็อาจมีประสิทธิภาพเช่นกัน 3 น้ำหล่อเย็นน้ำมันควรมีคุณภาพระดับพรีเมี่ยมน้ำมันซัลโชคลอไรด์ที่มีสารเติมแต่งความดันสูง ความหนืดที่ 100 องศา F จาก 50 เป็น 125 SSU 4 สารหล่อเย็นฐานน้ำควรมีคุณภาพระดับพรีเมี่ยมน้ำมันที่ละลายในน้ำซัลฟ่าคลอโรเนตหรืออิมัลชั่นทางเคมี เจือจางด้วยน้ำเพื่อผสม 15: 1 สารหล่อเย็นแบบฐานน้ำอาจทำให้เครื่องมือคาร์ไบด์และการตัดล้มเหลวอย่างรวดเร็วในการตัดแบบขัดจังหวะ | |
| ตารางที่ 17 | |
|---|---|
| ประเภทเครื่องมือที่แนะนำและสภาพการใช้งาน | |
| การดำเนินงาน | เครื่องมือคาร์ไบด์ |
| หันหน้าไปทางกัด | คาร์ไบด์ไม่ประสบความสำเร็จโดยทั่วไปเกรด C อาจใช้งานได้ ใช้ rake แกนบวกและเรเดียลมุม 45 องศามุมบรรเทา 10 องศา ความเร็ว: 50-60 sfm ฟีด: 0.005-0.008 นิ้วสารหล่อเย็นน้ำมันหรือฐานน้ำจะลดความเสียหายจากความร้อนของฟันตัดคาร์ไบด์ |
| กัดปลาย | ไม่แนะนำ แต่เกรด C-2 อาจประสบความสำเร็จในการตั้งค่าที่ดี ใช้เรคบวก ความเร็ว: 50-60 sfm ฟีด: เช่นเดียวกับเหล็กความเร็วสูง น้ำมันหล่อเย็นหรือฐานน้ำจะลดความเสียหายจากความร้อน |
| ขุดเจาะ | ไม่แนะนำเกรด C-2 แต่ดอกสว่านแบบปลายแหลมอาจทำได้สำเร็จในการตั้งค่าแบบแข็งหากไม่มีความลึกที่ยอดเยี่ยม เว็บจะต้องผอมบางเพื่อลดแรงขับ ใช้มุมรวมที่ 135 องศาในจุด สามารถใช้สว่านปืนได้ ความเร็ว: 50 sfm น้ำมันหล่อเย็นหรือฐานน้ำ ดอกสว่านแบบคาร์ไบด์แบบหล่อเย็นป้อนอาจประหยัดในการตั้งค่าบางอย่าง |
| คว้าน | เกรด C-2 หรือ C-3: รีมเมอร์ที่มีการแนะนำปลายรีมเมอร์คาร์ไบด์ที่เป็นของแข็งต้องการการติดตั้งที่ดี รูปทรงของเครื่องมือเหมือนกับเหล็กความเร็วสูง ความเร็ว: 50 sfm ฟีด: เช่นเดียวกับเหล็กความเร็วสูง |
| กรีด | ไม่แนะนำเธรดเครื่องหรือแบบม้วน |
| การตัดเฉือนด้วยไฟฟ้า | โลหะผสมสามารถตัดได้อย่างง่ายดายโดยใช้ระบบการปล่อยไฟฟ้าทั่วไป (EDM) หรือลวด (EDM) |
| หมายเหตุ: | |
เหล็กกล้าความเร็วสูง 5 M-40 ประกอบด้วย M-41, M-42, M-43, M-44, M-45 และ M-46 ในขณะที่เขียน อาจเพิ่มคนอื่น ๆ และควรมีความเหมาะสมเท่าเทียมกัน 6 น้ำหล่อเย็นน้ำมันควรเป็นน้ำมันพรีเมี่ยมคุณภาพน้ำมันซัลโฟ ความหนืดที่ 100 องศา F จาก 50 เป็น 125 SSU 7 น้ำหล่อเย็นที่ฐานน้ำควรมีคุณภาพระดับพรีเมี่ยมน้ำมันที่ละลายในน้ำซัลโชคลอไรด์หรืออิมัลชั่นทางเคมี เจือจางด้วยน้ำเพื่อผสม 15: 1 | |
| ตารางที่ 18 | |
|---|---|
| การตัดอาร์คพลาสม่า | |
| โลหะผสมของเราสามารถตัดโดยใช้ระบบการตัดพลาสม่าทั่วไป คุณภาพอาร์คที่ดีที่สุดทำได้โดยการใช้ส่วนผสมของก๊าซอาร์กอนและไฮโดรเจน ก๊าซไนโตรเจนสามารถใช้แทนก๊าซไฮโดรเจนได้ แต่คุณภาพการตัดจะลดลงเล็กน้อย ควรหลีกเลี่ยงการซื้ออากาศหรือก๊าซที่มีแบริ่งใด ๆ เมื่อพลาสมาตัดโลหะผสมเหล่านี้ | |




ผู้ติดต่อ: Mr. Gao Ben
โทร: +86-18068357371
แฟกซ์: 86-0510-88680060







